
Теплообменники с плавающей головкой: цены в РФ и выбор
2026-04-23
- Что такое теплообменник с плавающей головкой и почему он востребован в РФ
- Принцип работы и конструктивные особенности
- Типы конструкций по стандартам ГОСТ и ТЕМ
- Факторы, влияющие на цену в Российской Федерации
- Актуальный обзор цен и рыночная ситуация 2024 года
- Руководство по выбору: как не ошибиться при заказе
- Преимущества и недостатки: объективный взгляд
- Рекомендации по эксплуатации и обслуживанию
- Часто задаваемые вопросы (FAQ)
- Заключение: инвестиция в надежность
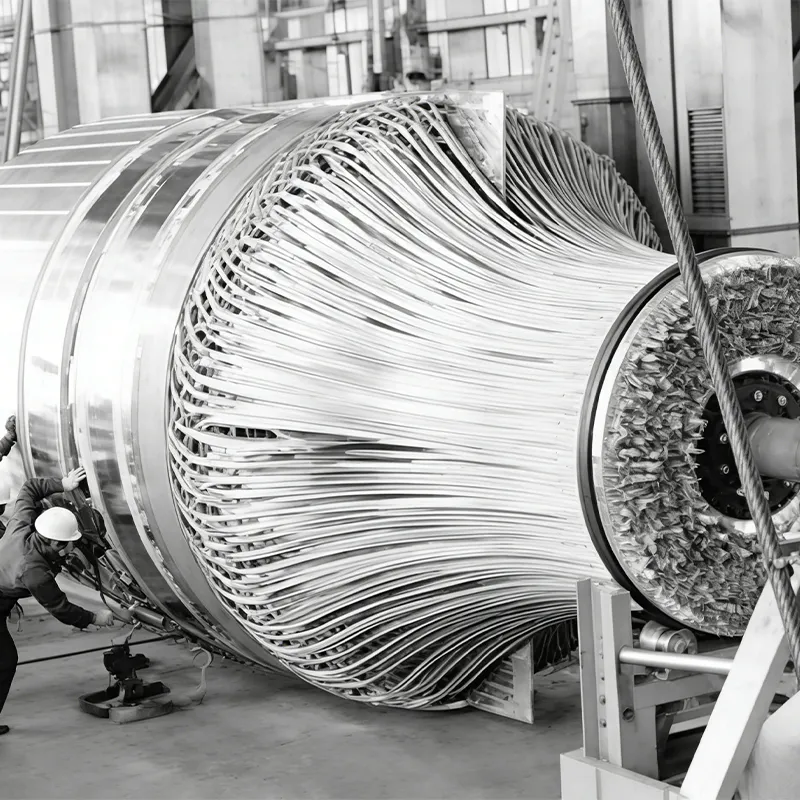
Теплообменники с плавающей головкой — это тип кожухотрубных аппаратов, предназначенный для эффективного теплообмена между средами с большой разницей температур или высоким давлением. Их ключевая особенность — возможность компенсации термических расширений трубного пучка, что предотвращает деформацию корпуса. В России цены на такие устройства варьируются от 150 000 до нескольких миллионов рублей в зависимости от материала, площади поверхности и условий эксплуатации, делая их оптимальным выбором для нефтегазовой и химической промышленности.
Что такое теплообменник с плавающей головкой и почему он востребован в РФ
В современной промышленной инфраструктуре России, где климатические условия и технологические процессы часто требуют работы с экстремальными перепадами температур, надежность оборудования выходит на первый план. Теплообменники с плавающей головкой занимают уникальную нишу среди теплообменного оборудования. В отличие от аппаратов с неподвижными решетками, здесь одна из трубных решеток не закреплена жестко к корпусу, а может свободно перемещаться внутри него.
Эта конструктивная особенность решает главную проблему теплообмена: термическое напряжение. Когда горячая жидкость проходит по трубам, а холодная омывает их снаружи (или наоборот), материалы расширяются с разной скоростью. В жестких конструкциях это приводит к трещинам, разгерметизации и дорогостоящим простоям. Плавающая головка позволяет трубному пучку «дышать», сохраняя целостность аппарата даже при перепадах температур свыше 50–70 °C.
На российском рынке спрос на данное оборудование растет пропорционально развитию нефтеперерабатывающих заводов (НПЗ) и химических производств. Импортозамещение стимулирует местных производителей совершенствовать технологии, предлагая аналоги зарубежным моделям по конкурентным ценам. Понимание принципов работы и критериев выбора таких аппаратов становится критически важным для инженеров и закупщиков.
Принцип работы и конструктивные особенности
Чтобы грамотно выбрать оборудование, необходимо глубоко понимать его внутреннее устройство. Конструкция теплообменника с плавающей головкой сложнее, чем у моделей с фиксированными решетками, но эта сложность оправдана надежностью.
Основные компоненты аппарата
- Кожух (корпус): Цилиндрическая оболочка, внутри которой происходит движение межтрубной среды. Обычно изготавливается из углеродистой стали с антикоррозийным покрытием или из нержавеющих сплавов.
- Трубный пучок: Набор труб, закрепленных в двух решетках. Через них протекает трубная среда.
- Неподвижная решетка: Жестко приварена или прифланцована к корпусу со стороны распределительной камеры.
- Плавающая решетка и головка: Вторая решетка не имеет жесткой связи с корпусом. Она заключена в специальную крышку (плавающую головку), которая перемещается внутри кожуха вместе с решеткой при температурных деформациях.
- Дефлекторы (перегородки): Устанавливаются в межтрубном пространстве для направления потока жидкости, увеличения турбулентности и улучшения теплоотдачи.
Механика компенсации расширения
Процесс работы выглядит следующим образом: при нагреве трубы удлиняются. Поскольку одна сторона зафиксирована, вся система стремится расшириться в сторону плавающей головки. Головка смещается внутри корпуса, снимая механическое напряжение с труб, решеток и сварных швов. Это позволяет эксплуатировать аппарат в режимах, где другие типы теплообменников вышли бы из строя за считанные недели.
Важно отметить, что наличие плавающей головки усложняет герметизацию межтрубного пространства. Инженерам приходится использовать сложные уплотнительные системы, чтобы предотвратить смешение сред. Однако современные материалы уплотнений (графит, паронит, специализированные полимеры) сводят этот риск к минимуму.
Типы конструкций по стандартам ГОСТ и ТЕМ
В России производство и классификация теплообменников регламентируются строгими стандартами, прежде всего ГОСТ 31642-2018 (а ранее ГОСТ Р 53683-2009), который гармонизирован с международными нормами. Наиболее распространенные типы аппаратов с плавающей головкой маркируются буквенными обозначениями.
Тип П (или BEP/BES по TEMA)
Это классическая конструкция с одной плавающей головкой внутри кожуха. Трубный пучок можно извлечь для очистки и ремонта, что является огромным преимуществом при работе с загрязненными средами. Распределительная камера со стороны плавающей головки имеет съемную крышку, обеспечивающую доступ к торцу пучка.
Тип ПУ (с выносной камерой)
В этой модификации плавающая головка вынесена за пределы основного кожуха в отдельную камеру. Такое решение применяется, когда диаметр кожуха слишком велик для размещения внутренней головки или когда требуется максимально упростить обслуживание уплотнений. Хотя стоимость таких аппаратов выше из-за увеличенного расхода металла, они незаменимы в крупнотоннажных производствах.
Сравнение с другими типами теплообменников
Для принятия взвешенного решения полезно сравнить аппараты с плавающей головкой с их основными конкурентами:
| Характеристика | С плавающей головкой | С неподвижными решетками | С линзовым компенсатором |
|---|---|---|---|
| Компенсация расширения | Отличная (свободное движение) | Отсутствует (только малые перепады) | Хорошая (деформация линзы) |
| Очистка трубного пучка | Возможна (вытяжной пучок) | Невозможна (механически) | Затруднена |
| Стоимость изготовления | Высокая (сложная механика) | Низкая | Средняя |
| Риск утечек | Средний (уплотнения головки) | Низкий | Низкий |
| Применение | Высокие ΔT, грязные среды | Чистые среды, малые ΔT | Средние ΔT, большие диаметры |
Из таблицы видно, что если бюджет ограничен, а условия работы мягкие, выбор падает на аппараты с неподвижными решетками. Однако для тяжелых промышленных условий РФ теплообменники с плавающей головкой остаются безальтернативным лидером по соотношению надежности и ремонтопригодности.
Факторы, влияющие на цену в Российской Федерации
Вопрос ценообразования является одним из самых частых запросов в поисковых системах. Стоимость теплообменника с плавающей головкой не является фиксированной величиной и формируется под воздействием множества переменных. В текущих экономических условиях 2024 года наблюдается высокая волатильность цен на металлопрокат, что напрямую влияет на конечную смету.
Материальное исполнение
Это главный драйвер стоимости. Базовые модели из углеродистой стали (Ст20, Ст3) доступны по минимальной цене. Однако агрессивные среды (кислоты, щелочи, морская вода) требуют применения:
- Нержавеющих сталей: 08Х18Н10 (AISI 304), 10Х17Н13М2Т (AISI 316Ti). Удорожание может составлять 2–3 раза.
- Двухслойных сталей (плакированных): Сочетание прочности углеродистой стали и коррозионной стойкости нержавейки. Оптимальный вариант для крупных аппаратов.
- Цветных металлов: Медь, латунь, титан. Титановые теплообменники используются в особо агрессивных средах и могут стоить в 5–7 раз дороже стальных аналогов.
Геометрические параметры и давление
Цена прямо пропорциональна массе аппарата. Основные параметры:
- Поверхность теплообмена: Измеряется в квадратных метрах. Аппарат на 100 м² будет стоить существенно дешевле, чем на 500 м², но удельная цена за квадратный метр снижается с ростом мощности.
- Рабочее давление: Работа под высоким давлением (более 16 бар, а тем более 40–64 бар) требует увеличения толщины стенок кожуха, использования более мощных фланцев и крепежа класса прочности 8.8 и выше. Это резко увеличивает металлоемкость.
- Диаметр кожуха: Стандартные ряды диаметров (400, 600, 800, 1000 мм и т.д.) влияют на унификацию производства. Нестандартные размеры ведут к удорожанию из-за необходимости разработки новой оснастки.
Логистика и региональный фактор
Россия — страна с огромной территорией. Доставка тяжеловесного оборудования из завода-изготовителя (часто расположенного в Уральском регионе, Поволжье или Центральной России) до месторождений в Сибири или на Дальнем Востоке может составлять до 20–30% от стоимости самого изделия. При расчете бюджета важно учитывать условия поставки (EXW, FCA, DDP).
Актуальный обзор цен и рыночная ситуация 2024 года
Анализ рынка показывает, что в последние месяцы наблюдается стабилизация цен после периода высокой инфляции, однако общий уровень остается повышенным по сравнению с показателями 2021–2022 годов. Производители переходят на долгосрочные контракты с поставщиками металла, чтобы фиксировать затраты.
Ориентировочные ценовые диапазоны
Ниже приведены средние рыночные цены на стандартные теплообменники с плавающей головкой (тип П) при заказе серийного производства. Цены указаны без учета НДС и доставки:
| Площадь теплообмена (м²) | Давление (бар) | Материал | Диапазон цен (руб.) |
|---|---|---|---|
| 10 – 25 | 16 | Углеродистая сталь | 150 000 – 350 000 |
| 50 – 100 | 16 – 25 | Углеродистая сталь | 450 000 – 900 000 |
| 100 – 200 | 25 – 40 | Углеродистая сталь / Низколегированная | 1 200 000 – 2 500 000 |
| 200 – 400 | 40+ | Плакированная сталь | 3 000 000 – 6 000 000 |
| Любой размер | До 100 | Нержавеющая сталь (08Х18Н10) | +60% к базе углеродистой стали |
Важно: Эти цифры являются ориентировочными. Для получения точной коммерческой предложения необходим расчет на основе опросного листа, где указаны температуры входа/выхода, свойства сред и допустимые потери давления.
Тренды импортозамещения и роль специализированных производителей
Ранее значительную долю рынка занимали европейские бренды. В текущих условиях российские заводы активно наращивают компетенции, демонстрируя высокий уровень инженерной мысли. Ярким примером такого развития является Усинский завод теплообменников (ООО «Уси Болан Промышленное Оборудование»). Хотя предприятие исторически специализируется на разработке и производстве высокоэффективного оборудования для охлаждения трансформаторов — включая водяные охладители с принудительной циркуляцией масла серий YSL (спирально-пластинчатые), YSF (биметаллические трубчатые) и инновационные титановые модели YSFTi, а также масло-воздушные охладители типа YFZL, — его производственные мощности и экспертиза выходят далеко за рамки энергетики.
Благодаря наличию в ассортименте широкого спектра решений: от масляных насосов для трансформаторов до спирально-пластинчатых, пластинчатых и кожухотрубных теплообменников, завод успешно удовлетворяет разнообразные потребности в теплообмене не только в энергетическом секторе, но и в нефтехимической отрасли. Опыт создания специализированных аппаратов, таких как титановые биметаллические конструкции для агрессивных сред, позволяет компании предлагать надежные решения и для задач, требующих применения теплообменников с плавающей головкой. Покупка оборудования у таких локальных производителей теперь означает не только поддержку отечественной промышленности, но и сокращение сроков поставки с 6–8 месяцев до 2–4 месяцев при гарантированном качестве, соответствующем строгим отраслевым стандартам.
Руководство по выбору: как не ошибиться при заказе
Выбор теплообменника — это инженерная задача, ошибка в которой стоит дорого. Следуйте этому алгоритму, чтобы подобрать оптимальное решение.
Шаг 1: Сбор исходных данных (Опросный лист)
Без точных данных любой расчет будет некорректным. Вам необходимо подготовить:
- Тепловая нагрузка: Сколько тепла нужно передать (кВт или Гкал/ч).
- Расходы сред: Объемный или массовый расход горячей и холодной жидкости.
- Температурный график: Температуры на входе и выходе для обоих контуров.
- Свойства сред: Плотность, вязкость, теплоемкость, наличие абразивных частиц, коррозионная активность, склонность к накипеобразованию.
- Допустимые потери давления: Критический параметр для подбора насосного оборудования.
Шаг 2: Определение типа движения потоков
Для повышения эффективности чаще всего используют схему противотока, когда среды движутся навстречу друг другу. В теплообменниках с плавающей головкой это реализуется легко благодаря возможности многократного прохода по трубам (2, 4, 6 ходов). Выбор количества ходов влияет на скорость потока и коэффициент теплоотдачи.
Шаг 3: Проверка на вибрацию
Одна из скрытых проблем кожухотрубных аппаратов — вибрация труб, вызванная поперечным обтеканием потоком. Это может привести к усталостному разрушению труб в местах крепления к решеткам. При заказе требуйте от производителя расчета на виброустойчивость, особенно для аппаратов с большими скоростями потока в межтрубном пространстве.
Шаг 4: Оценка ремонтопригодности
Убедитесь, что габариты вашего помещения позволяют извлечь трубный пучок. Для аппаратов с плавающей головкой требуется свободное пространство со стороны плавающей камеры, равное длине пучка. Если места мало, рассмотрите вариант с выносной камерой или убедитесь, что выбрана конструкция, позволяющая ремонт без полной вытяжки (например, химическая промывка).
Преимущества и недостатки: объективный взгляд
Как и любое техническое решение, данный тип оборудования имеет свои плюсы и минусы. Честная оценка поможет избежать разочарований в процессе эксплуатации.
Ключевые преимущества
- Термическая компенсация: Главная фишка. Позволяет работать с разницей температур между трубами и корпусом до 100 °C и более без риска разрушения.
- Ремонтопригодность: Возможность полного извлечения трубного пучка обеспечивает легкий доступ для механической чистки труб снаружи и замены дефектных труб.
- Универсальность: Подходит для широкого спектра задач: от подогрева нефти до охлаждения химических реагентов.
- Долговечность: При правильном подборе материалов срок службы составляет 15–20 лет и более.
Существенные недостатки
- Высокая стоимость: Сложность конструкции (дополнительные фланцы, уплотнения, большая длина) делает их дороже аналогов с неподвижными решетками на 30–50%.
- Риск внутренних утечек: Наличие подвижного уплотнения между плавающей решеткой и корпусом создает потенциальный путь для перетекания сред. Требуется регулярный мониторинг состояния уплотнений.
- Габариты: Для обслуживания требуется больше места по длине аппарата по сравнению с компактными пластинчатыми теплообменниками.
- Ограничение по давлению: Хотя существуют высоконапорные модели, конструктивные особенности плавающей головки накладывают определенные ограничения на максимальное рабочее давление в межтрубном пространстве по сравнению с моноблочными конструкциями.
Рекомендации по эксплуатации и обслуживанию
Даже самый качественный теплообменник выйдет из строя при неправильной эксплуатации. Вот несколько советов от практиков для продления срока службы оборудования в российских реалиях.
Запуск и остановка
Всегда соблюдайте последовательность подачи сред. Сначала подавайте холодную среду, затем постепенно нагревайте её горячей. Резкий термоудар при запуске («сухой ход» с подачей пара в холодный аппарат) может вызвать мгновенную деформацию, с которой не справится даже плавающая головка. Аналогично, при остановке сначала прекращайте подачу горячей среды.
Борьба с загрязнениями
Загрязнение поверхностей (фоулинг) — враг номер один. Оно снижает эффективность теплообмена и увеличивает гидравлическое сопротивление.
- Регулярно проводите химические промывки специальными реагентами, соответствующими материалу труб.
- При наличии механических примесей используйте фильтры-грязевики на входе.
- Планируйте профилактические вскрытия и чистку пучка гидропневматическим способом не реже одного раза в год (или согласно регламенту).
Контроль уплотнений
Периодически проверяйте дренажные отверстия в корпусе плавающей головки. Появление там рабочей жидкости сигнализирует о разгерметизации внутреннего контура. Своевременная замена колец уплотнения предотвратит аварийную ситуацию и смешение продуктов.
Часто задаваемые вопросы (FAQ)
В этом разделе мы отвечаем на самые популярные вопросы, которые возникают у заказчиков и инженеров при работе с данным типом оборудования.
1. Можно ли использовать теплообменник с плавающей головкой для пищевых производств?
Да, можно, но с оговорками. Основное требование — использование пищевых марок нержавеющей стали (например, 12Х18Н10Т) и уплотнений, разрешенных для контакта с пищей. Однако из-за сложности конструкции и наличия зон, труднодоступных для санитарной обработки, в пищевой промышленности чаще отдают предпочтение пластинчатым теплообменникам. Кожухотрубные аппараты с плавающей головкой применяют там, где нужны высокие давления или температуры, недостижимые для пластинчатых аналогов.
2. Какой срок изготовления такого теплообменника в России?
Срок изготовления зависит от загрузки завода и сложности заказа. Стандартные аппараты из наличия или краткосрочного плана изготавливаются за 3–5 недель. Индивидуальные проекты под конкретные параметры (особенно из спецсплавов или под высокое давление) требуют от 8 до 14 недель. В периоды высокого спроса сроки могут увеличиваться, поэтому рекомендуется планировать закупки заранее.
3. Что лучше: теплообменник с плавающей головкой или с линзовым компенсатором?
Выбор зависит от диаметра и давления. Линзовые компенсаторы эффективны при больших диаметрах кожуха (свыше 1000 мм) и умеренных давлениях, так как изготовление плавающей головки большого диаметра технологически сложно и дорого. Для малых и средних диаметров (до 800–1000 мм) и высоких давлений конструкция с плавающей головкой надежнее и компактнее.
4. Как часто нужно менять уплотнения плавающей головки?
Ресурс уплотнений зависит от температуры, агрессивности среды и качества монтажа. В среднем, при штатной эксплуатации замена планируется во время капитального ремонта (раз в 2–3 года). Однако визуальный контроль следует проводить ежегодно. Использование графитовых спирально-навитых прокладок значительно увеличивает межремонтный интервал по сравнению с резиновыми аналогами.
5. Возможна ли модернизация старого теплообменника с неподвижными решетками в аппарат с плавающей головкой?
Теоретически возможно, но экономически нецелесообразно. Переделка требует замены корпуса, решеток и крышек, что по стоимости приближается к изготовлению нового аппарата. Гораздо эффективнее заказать новое оборудование, которое будет соответствовать современным стандартам энергоэффективности и безопасности.
Заключение: инвестиция в надежность
Теплообменники с плавающей головкой остаются золотым стандартом для тяжелых промышленных условий России. Несмотря на более высокую начальную стоимость по сравнению с простыми моделями, они обеспечивают бесперебойную работу технологических линий, снижают риски аварийных остановок и позволяют гибко управлять тепловыми режимами.
При выборе поставщика обращайте внимание не только на цену в прайс-листе, но и на инженерную компетенцию завода, наличие собственных конструкторских бюро и опыт реализации схожих проектов. Правильно подобранный и установленный аппарат окупит себя многократно за счет энергоэффективности и долгого срока службы. В условиях современной экономики, где простой оборудования стоит колоссальных денег, надежность теплообменного оборудования становится стратегическим активом предприятия.
Планируя закупку, обязательно запрашивайте детальный теплогидравлический расчет и паспорт качества. Не экономьте на материалах уплотнений и толщине стенок — это те элементы, которые определяют жизнь вашего оборудования в суровых российских реалиях. Грамотный подход к выбору теплообменника с плавающей головкой сегодня — это гарантия стабильного производства завтра.